-

溶接作業には多くの産業分野が関係しており、溶接ヒュームは溶接作業で最も一般的な危険の 1 つです。溶接ヒュームは、溶接プロセス中に溶接棒と溶接部品が接触するときに発生します。高温燃焼の場合、一種のヒュームが発生します。このヒュームにはマンガンが含まれています。続きを読む»
-
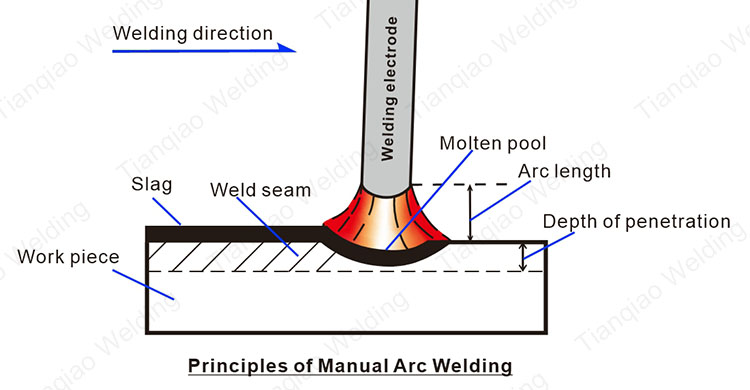
SMAW は、電極アーク溶接としてもよく知られており、電極によってアークが誘発され、溶接部分がアーク熱によって溶ける溶融溶接法です。現在最も広く使用されている一般的な溶接方法です。アークは空気伝導現象です。溶接アークは...続きを読む»
-

溶接材料の物理的特性、機械的特性、および化学組成を考慮します。 1. 構造用鋼の溶接は、一般に同等の強度の原則を考慮し、継手溶接材料の機械的特性の要件を満たすように選択します。2. 低炭素化のために…続きを読む»
-
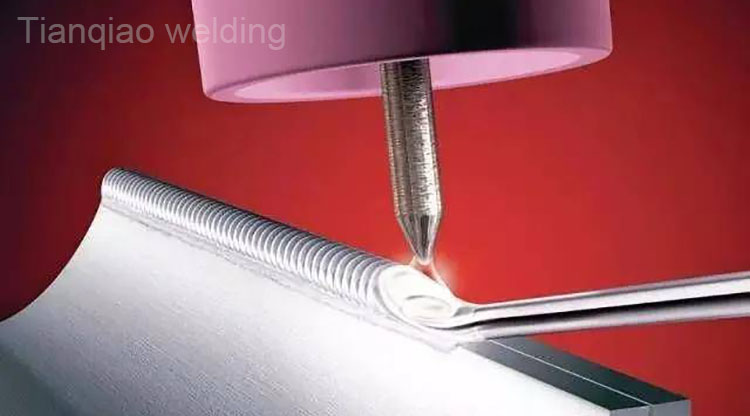
タングステン・アルゴン・アーク溶接は、保護材としてアルゴンまたはアルゴンリッチガスを使用し、電極としてタングステン電極を使用するアーク溶接法の一種で、GTAW(Gas Tungsten Arc Weld)または略してTIG(Tungsten Inert Gas Welding)と呼ばれます。溶接中はシールドガスが連続的に吹き付けられます。続きを読む»
-

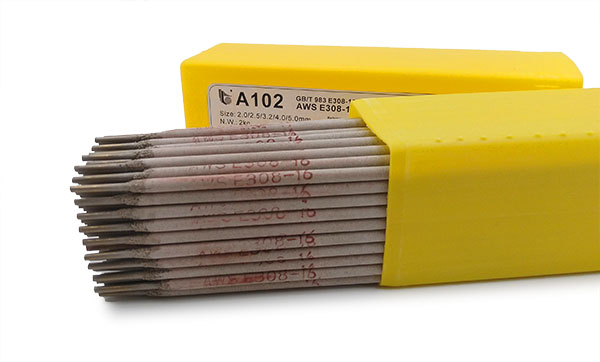
溶接前の準備作業は溶接工程と同じくらい重要であり、溶接の品質や完成品の効果に直接関係します。1. 電極の乾燥 溶接前に電極を乾燥させる目的は、濡れた電極内の水分を除去し、電極の水分を低減することです。続きを読む»
-

工場から出荷される溶接電極は高温で乾燥され、通常、コーティングが湿気を吸収するのを防ぐ防湿材で梱包されています。ただし、電極の長期保管中、電極コーティングの吸湿は避けられません。続きを読む»
-

電極アーク溶接の溶接パラメータには、主に電極径、溶接電流、アーク電圧、溶接層数、電源の種類、極性などが含まれます。 1. 電極径の選択 電極径の選択は、主に厚さなどの要因に依存します。の...続きを読む»
-
現代社会における鉄鋼の需要は増加し続けています。日常生活では多くのものが金属でできており、同時に鋳造できない金属も多くあります。そのため、溶接には電気溶接を使用する必要があります。電気溶接プロセスにおける電極の役割は非常に重要です。続きを読む»
-

電極アーク溶接は、工業生産において最も広く使用されている溶接方法です。溶接する金属は一方の極であり、電極はもう一方の極です。2 つの極が互いに近づくと、アークが発生します。アーク放電(一般的にアーク燃焼として知られています)によって発生する熱は...続きを読む»
-
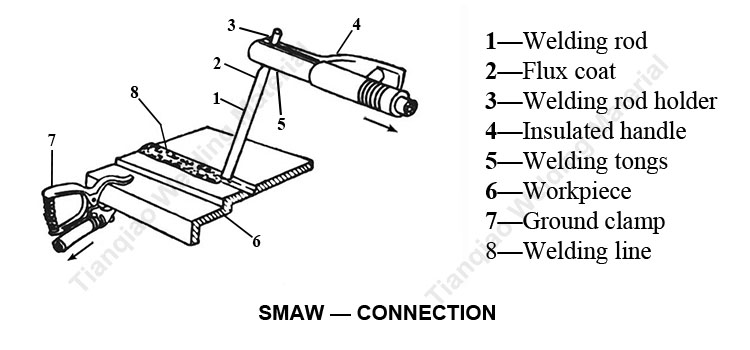
シールドメタルアーク溶接(略称SMAW)。原理は、被覆電極と母材の間にアークを発生させ、そのアーク熱を利用して電極と母材を溶かす溶接方法です。電極の外層は溶接フラックスで覆われており、溶接すると溶けてしまいます。続きを読む»