-

1. アルゴン・タングステン・アーク溶接の技術的要点 1.1 タングステン・アルゴン・アーク溶接機の選択と電源極性 TIG は DC パルスと AC パルスに分けられます。直流パルスTIGは主に鋼、軟鋼、耐熱鋼などの溶接に使用され、交流パルスTIGは主に溶接に使用されます。続きを読む»
-

水中溶接には乾式法、湿式法、部分乾式法の3種類があります。乾式溶接 溶接部を大きな空気室で覆い、その空気室の中で溶接工が溶接を行う方法です。溶接は乾燥気相中で行われるため、安全性が高くなります。続きを読む»
-

溶接工程では注意すべき点がたくさんあります。一度無視すると大きな間違いになる可能性があります。以上が溶接工程を監査する際の注意点です。溶接品質事故に対処する場合は、これらの問題にも注意する必要があります。1.溶接コン...続きを読む»
-
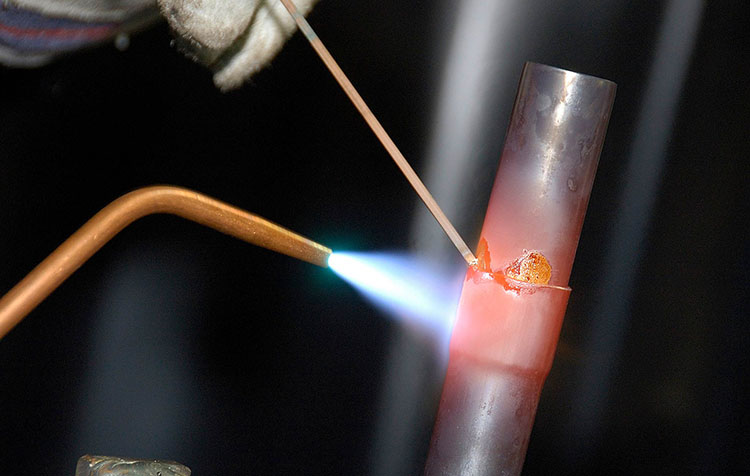
ろう付けのエネルギー源は、化学反応熱または間接熱エネルギーです。はんだには溶接する材料よりも融点の低い金属を使用します。加熱後、はんだは溶け、毛細管現象により接触面の隙間にはんだが押し込まれます...続きを読む»
-

知識ポイント1:溶接加工品質の影響要因と対策 加工品質とは、生産過程における製品の品質保証の度合いを指します。言い換えれば、製品の品質はプロセスの品質に基づいており、優れた品質が必要です。続きを読む»
-

1. 応力集中の低減 溶接継手および構造上の疲労亀裂発生源の応力集中点を特定し、応力集中を排除または軽減するあらゆる手段により、構造の疲労強度を向上させることができます。(1) 合理的な構造形式を採用 ① 突合せ継手はプレ...続きを読む»
-

サブマージ アーク溶接プロセスは、パイプライン、圧力容器やタンク、線路製造、大規模建設などの重要な応用分野において最も理想的な選択肢です。最も単純な単線構造、二重線構造、直列二重線構造、および多線構造があります。...続きを読む»
-
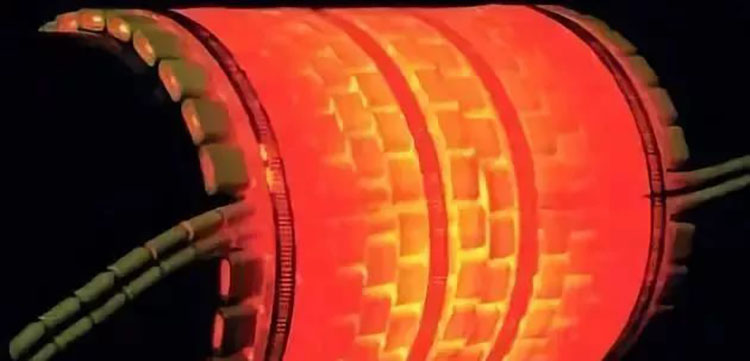
溶接残留応力は、溶接による溶接部の不均一な温度分布や溶接金属の熱膨張・収縮などによって発生するため、溶接構造では必然的に残留応力が発生します。残留応力を除去するための最も一般的な方法続きを読む»
-

1. 電極アーク溶接の優先原則 直径が大きすぎず(610mm 以下など)、パイプラインの長さがそれほど長くない(100km 以下など)パイプラインの設置および溶接の場合は、電極アーク溶接を使用する必要があります。第一選択として考慮されます。で...続きを読む»
-

1.軟鋼を溶接するにはどうすればよいですか?低炭素鋼は炭素含有量が低く、可塑性に優れているため、さまざまな形状の継手や部品に加工できます。溶接工程において硬化組織が生じにくく、割れの発生傾向も少ないです。同時に、それは...続きを読む»